
トラブルシューティング集-1024x538.jpg.webp)
トラブル事例を収集して自分が陥っているトラブルと似た事例の解決方法をに付けられるようにしました。
本記事でトラブルの解決方法を見つけることができなかった場合は『Bambu Labのアフターサポートへの連絡方法』の項に記載した方法で問い合わせを行ってみてください。
プリント前の造形チェックリスト(随時追記)
プリント時に細長く厚みがある接地面になっていないか
➡収縮により反る。エンクロージャーの無い機種は特に注意
Bambu Labのアフターサポートへの連絡方法
Bambu Handyにて、「マイページ」->「サポートチケット」から起票することができます。
この手順は後のログ解析や写真ビデオのアップロードなどが行いやすくBambu Lab JAPANからも推奨されています。
本記事でトラブルの解決方法を見つけることができなかった場合はこの方法で問い合わせを行ってください。
症状:シーム(継ぎ目)1か所に造形乱れがある
症状分析、原因特定から解決まで
- シーム(継ぎ目)1か所に造形乱れがある
- 複数同時プリントの場合、1つだけに造形乱れがある
Bambu Lab A1にて購入後1週間で発生。シーム位置に発生することからリトラクション周りに原因があるのかと思ったが、複数同時プリント時に1つだけにしか発生しないので別の原因と考える。
レイヤーのノズル軌跡では最初でも最後でもない位置で、外周の一筆書きの始終点であるくらいであった。飛び地でもあるため多少Z軸移動が多い箇所という傾向があった。
Z軸(高さ)とX軸(幅)のグリスアップを行ったところ症状は発生しなくなった。(おそらくZ軸のグリス不足が原因)
Y軸(奥行き)は組立て設置時のキャリブレーションで案内が出たのでグリスアップしていたが、Z軸とX軸は案内が出なかったためグリスアップしていなかった。
購入時には輸送もあり最低限のグリスしか塗布されていなかったので、XYZ軸すべて組立て設置時にグリスアップが必須だと感じた。

まとめ
症状
- シーム(継ぎ目)1か所に造形乱れがある
- 複数同時プリントの場合、1つだけに造形乱れがある
- レイヤーのノズル軌跡で多少Z軸移動が多い箇所に発生
解決策
Z軸(高さ)とX軸(幅)のグリスアップを行う
3DプリンターBambu-Labに最適なグリス&潤滑油-300x158.jpg)
本記事でトラブルの解決方法を見つけることができなかった場合はこの方法で問い合わせを行ってください。
◆造形物の表面下半分がザラザラとしている

造形物の下半分が本来は上半分と同じようにツルツルになるはずなのにザラザラとした表面になってしまった。
使用フィラメントを交換しても同様の現象が発生する。
使用プリンターを変更した場合改善された。
モデル向きを回転させてみたがザラザラした模様も変化して、モデルの向きと発生したザラザラ模様は一致しなかった。
この事から、季節、気温、湿度、フィラメント、モデルデータに依存しないところに原因があるものと考えられる。
発生個所は下側のみなので、オーバーハング箇所で発生する問題の可能性が高い。
またモデルの継ぎ目位置の描き終わり箇所の荒れが大きいように感じられた。
改善方法1【瞬間接着剤を流し込む】
設計条件上条件が変えられないので瞬間接着剤を流し込んで毛細管現象で積層間にしみ込ませて、表面にはみ出た瞬間接着剤を拭き取ることで外観を損なうことなく問題を解決できた。
拭き取る際はティッシュで拭き取ると繊維が接着されてしまうので、造形物は指の腹で拭き取って、指をティッシュで拭き取るようにすると良いです。
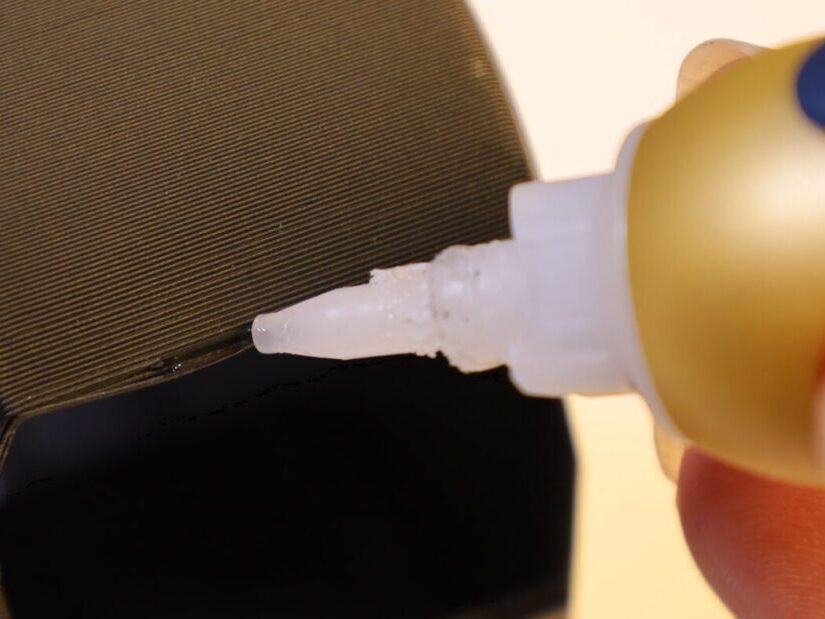

この瞬間接着剤だと液状の瞬間接着剤を微小量調整して出せることが特徴で、このような用途に向いています。
症状:ノズルの移動経路が急角度な箇所に造形乱れがある
症状分析、原因特定から解決まで
- ノズルの移動経路が急角度な箇所に造形乱れがある
- 配置を変えても同様の症状になる
造形物の特定の箇所だけ造形が乱れるのを発見。ピン角などノズルの軌跡が急角度で変わるような部分で急角度を越えてすぐに発生している模様。造形品の見た目から吐出が追いついていない、もしくは吐出の線が急角度により切れてしまっているのではと考えた。

スライスデータでも一度吐出が切れる箇所のようです。
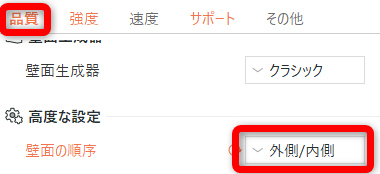
品質>高度な設定>壁造形順 を『内壁/外壁』から『外壁/内壁』に変更
症状が断続的になるなど多少の改善が見られたが、問題の解決としては不十分に感じた。

品質>高度な設定>壁造形順 を『内壁/外壁』から『外壁/内壁』に変更
速度>加速度>外壁 を『2000㎜/s²』から『500mm/s²』に変更
症状が大きく発生する場所(造形物がプリンターの手前側を向いている箇所)とほぼ発生しない場所と、一部を除いて改善が見られたが、問題の解決としては不十分に感じた。

品質>高度な設定>壁造形順 を『内壁/外壁』から『外壁/内壁』に変更
速度>加速度>外壁 を『2000㎜/s²』から『500mm/s²』に変更
速度>加速度>通常造形 を『4000㎜/s²』から『500mm/s²』に変更
遠目には分からないほどに改善された。急角度前のオーバーハング部の乱れも若干きれいになった。

フィギュアの目元に毎回発生していた乱れも同じ理屈で改善できるのではと思った。いずれ検証予定。

まとめ
症状
- ノズルの移動経路が急角度な箇所に造形乱れがある
- 配置を変えても同様の症状になる
解決策(暫定対策とする)
速度>加速度>通常造形 を『4000㎜/s²』から『500mm/s²』に変更
品質>高度な設定>壁造形順 を『内壁/外壁』から『外壁/内壁』に変更
速度>加速度>外壁 を『2000㎜/s²』から『500mm/s²』に変更
※以上の対策をしてもモデル造形総時間は1h5m⇒1h5mと変化なかったので気軽な対策としてオススメです。

症状:造形中にノズルが下がって擦ってしまう
症状分析、原因特定から解決まで
- 造形中にガガッと音がなってノズルが下がってきて擦ってしまう
- Z軸が素早く動くときに異音がある
Bambu Lab A1 miniにて発生。造形中にガガッと音が鳴ってノズルが下がってきて造形物やビルドプレートに擦ってしまう。各軸のレールをオイルで潤滑(グリスアップ)することで解決した。
まとめ
症状
- 造形中にガガッと音がなってノズルが下がってきて擦ってしまう
- Z軸が素早く動くときに異音がある
解決策
Z軸(高さ)とX軸(幅)とY軸(奥行き)のグリスアップを行う
症状:造形中に反る
症状分析、原因特定から解決まで
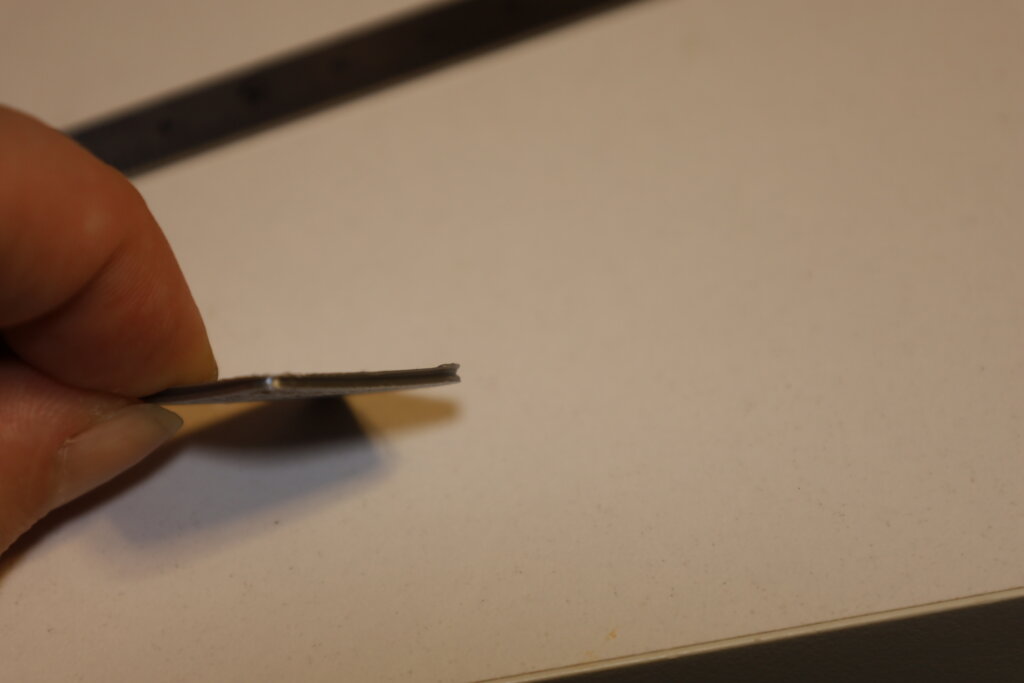
- プリント終了時にビルドプレートからはがれている、モジャっているなどの症状がある
- プリント接地面側が0.2㎜ほど反っている
Bambu Lab A1にて11/21に発生。材質はPLA。急に日中気温が下がり外気温15℃になった時に発生(ちゃんちゃんこが欲しくなる気温)。
PEIプレートなので毎回の洗浄はしていなかったが、軽く洗浄しただけでは改善しなかった。ビルドプレートへケープを吹き付けたところ定着力が増し症状は改善した。
エンクロージャーの無いBambu Lab A1だからこその問題だが、周囲温度の上昇もしくは定着力の強化により解決。
まとめ
症状
- プリント終了時にビルドプレートからはがれている、モジャっているなどの症状がある
- プリント接地面側が0.2㎜ほど反っている
- 外気温15℃以下(材質PLA時)
- エンクロージャーの無い3Dプリンターで発生
解決策
周囲温度の上昇もしくは定着力を強化する(複合可)
この記事内に寒さによる反り対策書いてのであわせてどうぞ。


症状:何をやっても気泡、糸引きが無くならない
症状分析、原因特定から解決まで
- 気泡と糸引き(つぶつぶ)が無くならない
- フィラメント乾燥、プリント環境を整えても発生する
- 何度設定弄っても頻繁に気泡入っておかしいなあと思っている
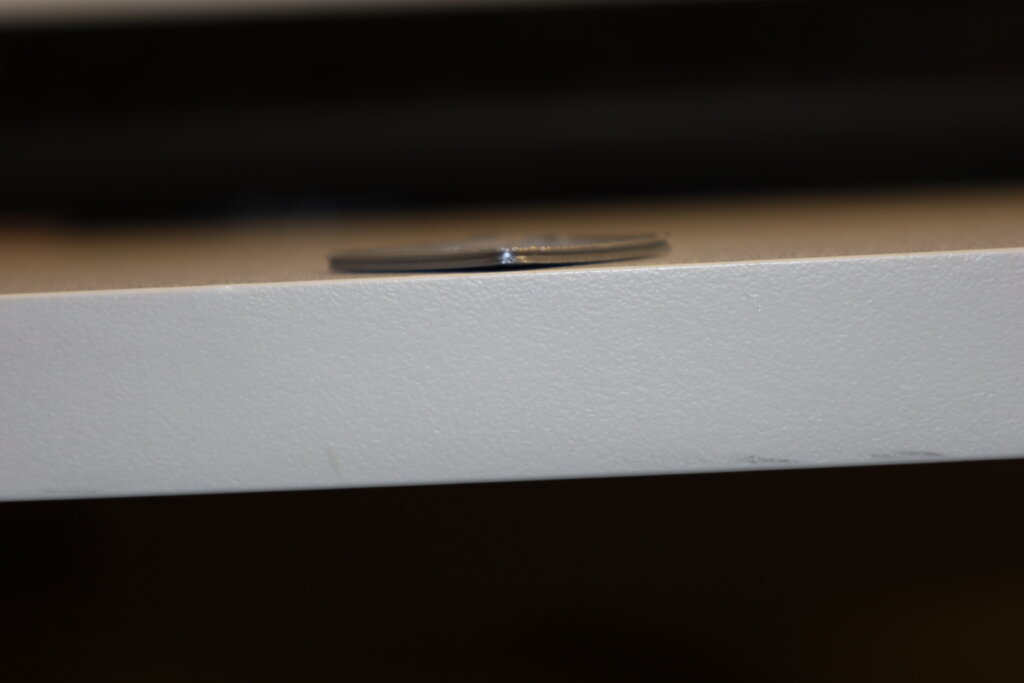
- フィラメント断面に見てわかる気泡が含まれている
AmazonでBambu Lab公式から購入したPETG-HFにて発生(2024年)。製造段階から気泡を含む初期不良がごく稀に存在するらしいです。
返品の手続き連絡すれば交換してもらえるようです。
まとめ
症状
- 気泡と糸引き(つぶつぶ)が無くならない
- フィラメント乾燥、プリント環境を整えても発生する
- 何度設定弄っても頻繁に気泡入っておかしいなあと思っている
- フィラメント断面に見てわかる気泡が含まれている
解決策
製造段階から気泡を含む初期不良なので返品の手続きをして交換する
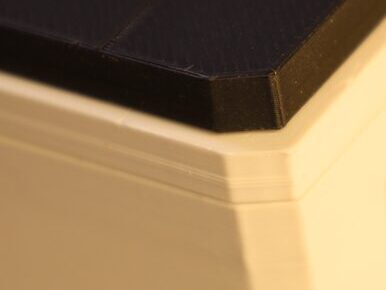
症状:角が膨らむようになった
症状分析、原因特定から解決まで
- 角部が膨れ上がるようになった気がする
- 今まで問題が無かった気がするがなんとなくここ最近発生するようになった気がする
- シーム位置以外も盛り上がっている
長く電源を入れたままだとなぜかフローの制御がおかしくなる(キャリブレーション値が反映されなくなる?)ことがあるみたいで、その場合は電源を入れ直すと治るらしい。今回はキャリブレーションしたら直った。
まとめ
症状
- 角部が膨れ上がるようになった気がする
- 今まで問題が無かった気がするがなんとなくここ最近発生するようになった気がする
- シーム位置以外も盛り上がっている
解決策
キャリブレーションする。それでも治らない場合は電源を1度切って入れなおしてみる。
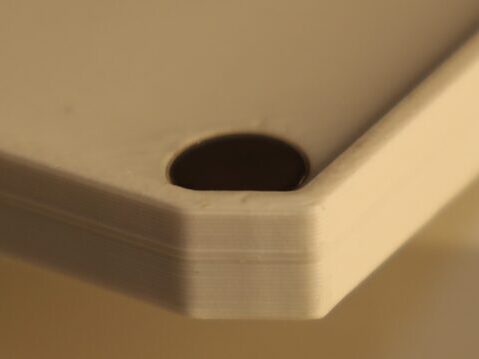
症状:穴の上部に筋のようなブレ?へこみができる
症状分析、原因特定から解決まで
- 穴の上部に筋のようなブレ?へこみが出ている
- 今までは同じ設定でちゃんと印刷できていた
Bambu Lab P1Sにて発生。穴の上部に筋のようなブレ?へこみが出ている。フィラメントを替えても同様の症状が出る。本体パネル操作から「工場出荷時の状態に戻す」を実行したら直った。
似た症状が起きた場合はオーバーハングかつ急カーブの箇所で下の層に定着出来ずにカーブの内側にフィラメントが動いてしまっている可能性もあるので、印刷速度を落としたり、穴の周りを面取りするようにゆるいカーブに変更するなども対策となるかもしれません。
Bambu Labのような長いホットエンドで高速吐出するタイプではホットエンドの先端で溶かす状態になり、リトラクションで停止したときに下に押し込められていた溶融部が上がってくる。
溶融部は1.75mmのフィラメントよりやや太いので、今度は押し出しを始めてもノズルからは樹脂が出ずにこのような感じになる。解決策のひとつは吐出速度をより制限することがある。
写真を見るとエッジの盛り上がりが大きくPAが合ってない可能性もあります。その場合は症状:角が膨らむようになったのようにキャリブレーションや電源の入れなおしで解決するかもしれませんね。
まとめ
症状
- 穴の上部に筋のようなブレ?へこみが出ている
- 今までは同じ設定でちゃんと印刷できていた
解決策
本体パネル操作から「工場出荷時の状態に戻す」を実行する。
※症状:角が膨らむようになったと同一原因の可能性もあるのでそちらもどうぞ
症状:ファーストレイヤーが波打つ
症状分析、原因特定から解決まで
- ファーストレイヤーが波打っている
- プリントごとに症状が変化する
- A1orA1 miniで発生
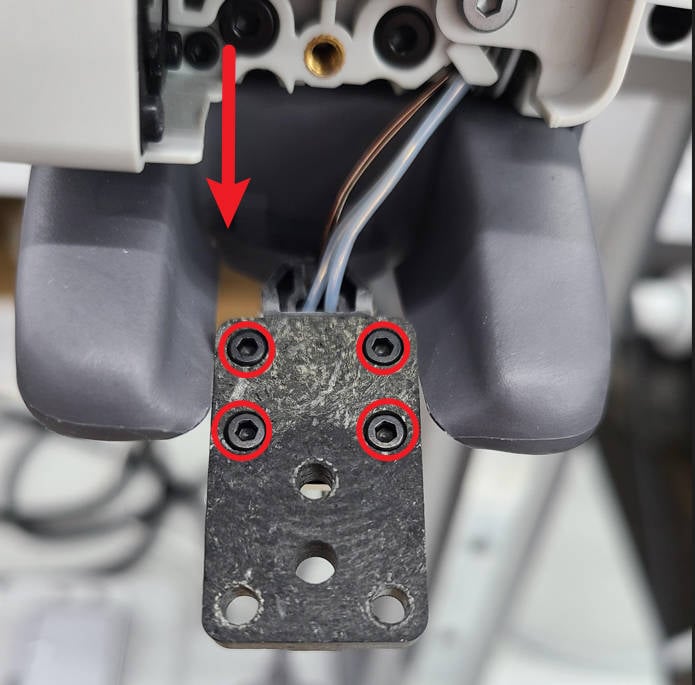
Bambu Lab A1シリーズにて発生。ファーストレイヤーが波打っており造形が乱れた。
印刷を開始する直前の、スライサーのベッド レベリング機能は有効にチェックが入っている。
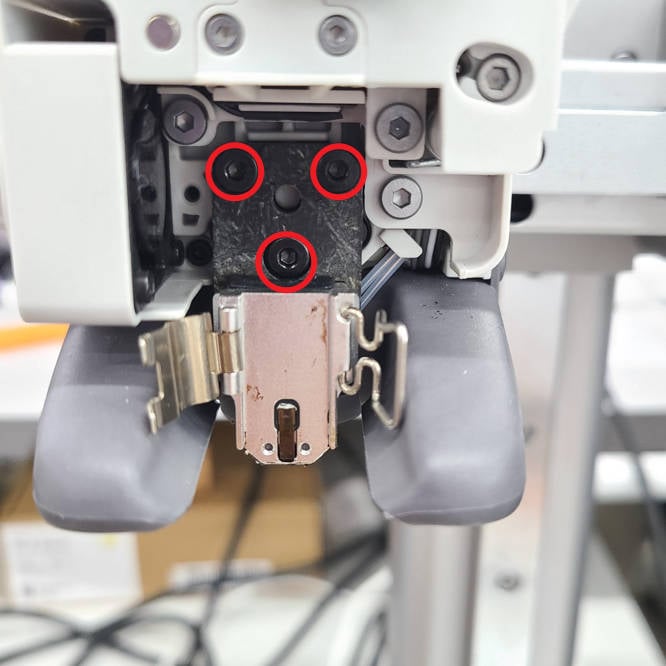
ノズル周辺パーツを触ってみるとカタカタする。
ねじを締めてキャリブレーションしなおすと治った。
まとめ
症状
- ファーストレイヤーが波打っている
- プリントごとに症状が変化する
- A1orA1 miniで発生
解決策
クイックノズルの固定具の4本の六角ネジが緩んでいるので締めなおす
症状:印刷途中で休憩をはさんでいるように印刷モデル表面にぴょこんと突起がある
症状分析、原因特定から解決まで
- 印刷途中で休憩をはさんでいるようにぴょこんとリトラクションの突起がある
- スライサー上ではそんな動きは入っていない
Bambu Lab A1 miniにて発生。印刷途中で休憩をはさんだかのようなリトラクションによるような突起が造形表面に発生した。新しいファームウェアになってから発生するようになった。
Bambu Lab A1 miniの『オプション』>『ノズル包装検知』がオンになっていたのでオフにすることで発生しなくなった。
ノズル包装検知(Nozzle clumping detection)のWIKIは以下
Bambu Lab wiki:ノズル包装検知(Nozzle clumping detection)
3層以上印刷した後、または消費されるフィラメントが8gごとにノズルの固まり検出が実行され、ツール ヘッドが検出のためにパージワイパーの位置に移動します。
印刷物の高さが 70 mm を超える場合、または印刷品質を気にする場合は、ワイプタワーを追加することをお勧めします。そうしないと、次の図に示すように、印刷モデルの表面に欠陥が発生する可能性があります。
まとめ
症状
- 印刷途中で休憩をはさんでいるようにぴょこんとリトラクションの突起がある
- スライサー上ではそんな動きは入っていない
解決策
『オプション』>『ノズル包装検知』をオフにする
症状:PolyMax PC-FR(難燃ポリカ)を印刷するときだけ吐出不良を起こす
症状分析、原因特定から解決まで
- PolyMax PC-FR(難燃ポリカ)を印刷するときに吐出不良を起こす
- フィラメントを乾燥させても改善されない
- PLAやABS-CFでは問題ない
Bambu Lab X1Cにて発生。PolyMax PC-FR(難燃ポリカ)を印刷するときに吐出不良を起こす症状が発生し、フィラメントを乾燥させても改善されなかった。PLAやABS-CFでは造形に問題ない。フィラメントでの対策は全滅だったので、エクストルーダーの押出ギアの摩耗じゃないかと交換した。比較するとホブ(フィラメントを掴む歯の部分)が摩耗してるようで、問題は解決した。
ABS-CFやPCなどのエンプラを多用したとはいえ押し出しギアが焼き入れスチール製のX1Cで1700時間で寿命なので、押し出しギアが焼き入れスチール製ではないP1シリーズはもっと摩耗が早いので注意してください。。

まとめ
症状
- PolyMax PC-FR(難燃ポリカ)を印刷するときに吐出不良を起こす
- フィラメントを乾燥させても改善されない
- PLAやABS-CFでは問題ない
- フィラメントでの対策は全滅
解決策
エクストルーダーの押出ギアを交換する
症状:エクストルーダギア(フィラメント送り機構)を通すとフィラメントが裂ける
症状分析、原因特定から解決まで
- エクストルーダギア(フィラメント送り機構)を通すとフィラメントが裂ける
- シルクフィラメントで発生する
一回滑ると途中で裂けて詰まるようでエクストルーダギアだけでなくAMS側のギアでも裂けるリスクがある。シルクフィラメントは融点の違う樹脂を混ぜてシルク調を作ったりする仕様上、ちゃんと混ざってないとこのようになりがち、積層が密着しなかったりしがちで、シルクフィラメント選定理由がキラキラ感が欲しいからならば細かいラメ入りのフィラメントで代替するなどで対策するのが良い。
まとめ
症状
- エクストルーダギア(フィラメント送り機構)やAMS側のギアを通すとフィラメントが裂ける
- シルクフィラメントで発生する角部が膨れ上がるようになった気がする
解決策
同一シルクフィラメントを購入しない。選定理由がキラキラ感が欲しいからならば細かいラメ入りのフィラメントで代替するなどで対策するのが良い
※シルクフィラメントは融点の違う樹脂を混ぜてシルク調を作ったりする仕様上、ちゃんと混ざってないとこのようになりがちな素材。
症状:Bambu Lab 純正PLA-CFがAMSで巻き取りが出来ない
症状分析、原因特定から解決まで
- Bambu Lab 純正CF PLAが新品だがAMSで巻き取りできない
- フィラメントカッターは問題なく機能している
- AMS内でロックしている
Bambu Lab X1Cにて発生。Bambu Lab 純正CF PLAが新品だがAMSで巻き取りできない症状が発生。フィラメントカッターは機能しておりAMS内でロックしている模様。AMSの引き戻し不良のCF-PLAを55℃程度で乾燥したところ問題なく使えるようになったため、原因はパッキングかフィラメント工場の管理不足となった。
BambuLab JAPANによれば、PLAーCはAMSにギリギリ使えるCF系材料だが、たまに生産ロットにより、あるいは内部摩擦により引き戻しにくいことはこちらも発生したことがあるそうです。
まとめ
症状
- Bambu Lab 純正CF PLAが新品だがAMSで巻き取りできない
- フィラメントカッターは問題なく機能している
- AMS内でロックしている
解決策
新品でも吸湿しているので、十分に乾燥させることで解決した


症状:フィラメントが吐出されない
症状分析、原因特定から解決まで
- KexceldのマットPLAホワイトを使用
- ステンレススチールの0.2㎜ノズル使用
- 真夏の外気温40℃近い状況でのプリント
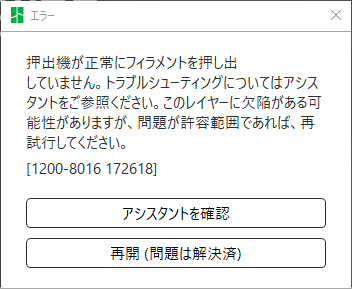
- 「押出機が正常にフィラメントを押し出していません。」とエラーが出る
- アシスタント(HMS)を確認すると「AMS A スロット4のフィラメントを押出できませんでした。押出機が詰まっているか。フィラメントの径が細すぎて押出機がスリップしている可能性があります。」と出る
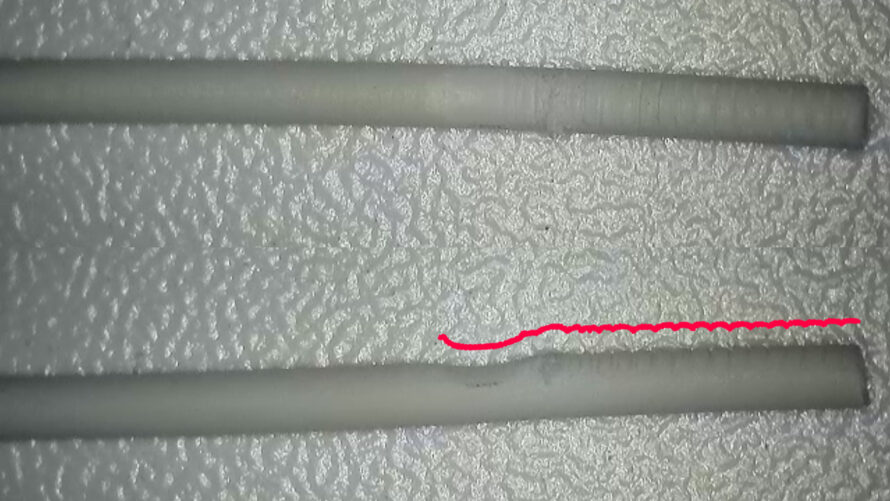
- フィラメントの先端を確認するとフィラメントが凹んでいる
Bambu Lab A1にて発生。KexceldのマットPLAホワイトが押し出しエラーでフィラメントを吐出できない症状が発生。
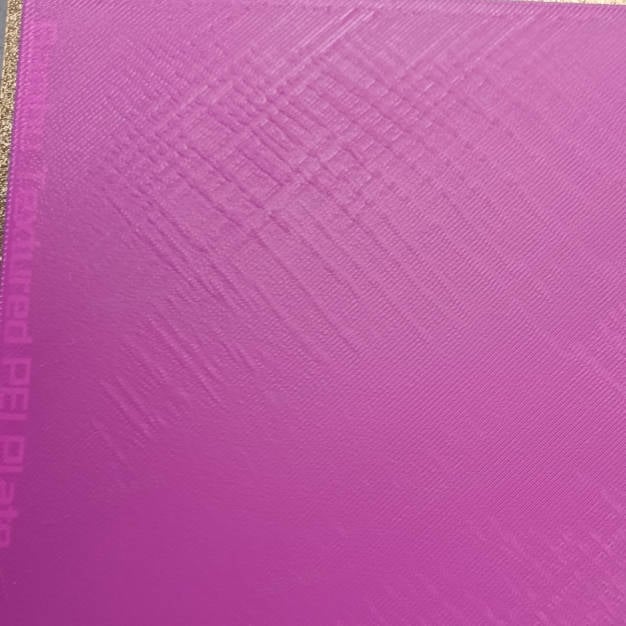
1回目はビルドプレートにボソボソとフィラメントが定着していたのでビルドプレートがテクスチャPEIプレートで凹凸が激しいことが影響したのかと考えプレートを常温プレートに交換する。また真夏のプリントも影響しているかもしれないので冷房の効いた部屋に移動させた。
交換後もボソボソとフィラメントの定着は無くなったが造形失敗する、押し出しエラーも発生するので「フィラメントが脆い」もしくは「押し出し機が摩耗している」と予想しフィラメントを引き出すとフィラメントにへこみがあった。
吸湿によりフィラメントが柔らかく(脆く)なってしまい押し出し時の圧力に負けてへこんでしまい押出機が空転していると予想。
AMSの位置とフィラメントを変更して再度造形するとエラーも出ず印刷成功。原因はフィラメントの劣化にある模様。
印刷成功したAMSの位置でKexceldのマットPLAホワイトで印刷成功。フィラメントの劣化だけが原因ではない?
最初のAMSの位置でKexceldのマットPLAホワイトで印刷成功。真夏の温度でたっぷり吸湿していたフィラメントが冷房の効いた部屋である程度湿度を発散したためフィラメントの劣化が解消されたと予想。



まとめ
症状
- 「押出機が正常にフィラメントを押し出していません。」とエラーが出る
- フィラメントの先端を確認するとフィラメントが凹んでいる
- AMSの位置とフィラメントを変更して再度造形するとエラーも出ず印刷成功する
解決策
フィラメントが吸湿して劣化しているので、別フィラメントの使用もしくは十分に乾燥させることで解決した
症状:Bambu Lab がAMSを認識しない
症状分析、原因特定から解決まで
- Bambu Lab がAMSを認識しない
- 印刷中に急にAMSの認識が失われる現象がある
Bambu Lab X1Cにて発生。印刷中に急にAMSの認識が失われる現象があり、フィラメントを背面から供給してると認識し直して印刷を継続するのでAMSの接続喪失タイミングが分かりにくい。
12箇所の抵抗値をテスターで測ることでフィラメントバッファーの基板トラブルである事が判明。
※Bambu Labのトラブルは、試しにサポートチケットを発行しようとすると的確な確認事項が表示される。
Bambu Lab wiki:AMSがプリンターで検出されない
しかしフィラメントバッファーを新品にしても再発。最終的に上部側面(リアパネル内)にあるUSB-Cケーブル、AP-MCケーブルの接続不良で、抜き差しすることで直った。
まとめ
症状
- Bambu Lab がAMSを認識しない
- 印刷中に急にAMSの認識が失われる現象がある
- 12箇所の抵抗値をテスターで測ることでフィラメントバッファーの基板トラブルである事が判明したが、交換しても再発
解決策
上部側面(リアパネル内)にあるUSB-Cケーブル、AP-MCケーブルの接続不良が原因。抜き差しすることで直った。
症状:AMSが不定期に赤い点滅状態になってBambu Labから認識できなくなる
症状分析、原因特定から解決まで
- AMSが不定期に赤い点滅状態になってBambu Labから認識できなくなる(購入時から)
- 症状が発生するたびにAMSのコネクタを抜いて再度接続すると一時的に直る
Bambu LabX1Cにて発生。AMSが不定期に赤い点滅状態になってX1Cから認識できなく練ってしまう(購入時から)。症状が発生するたびにAMSのコネクタを抜いて再度接続すると一時的に直る。スマホアプリからログを提出、その日のうちにメーカーから交換用ケーブル発送、翌日手元に届き交換、数日検証しましたがAMSが突然アンマウントする症状は解決されました。
他に同症状が発生、解決した人によれば、1度AMSバラしてエアブラシダスターかけて押出機周りも同じく施工しておさまったとのこと。 エアダスターよりコネクタ抜き差し(差込が緩い?)がポイントだったかもしれないとのことです。
まとめ
症状
- AMSが不定期に赤い点滅状態になってBambu Labから認識できなくなる(購入時から)
- 症状が発生するたびにAMSのコネクタを抜いて再度接続すると一時的に直る
解決策
スマホアプリからログを提出、その日のうちにメーカーから交換用ケーブル発送されるのでケーブルを交換する
他に同症状が発生、解決した人によれば、1度AMSバラしてエアブラシダスターかけて押出機周りも同じく施工しておさまり、 エアダスターよりコネクタ抜き差し(差込が緩い?)がポイントだったかもしれないとのこと
症状:AMS Liteのフィラメント切り替え時に押し出せないエラーが発生する
症状分析、原因特定から解決まで
- マルチカラー印刷でフィラメント切り替え時に押し出せないエラーが発生する
- AMS Liteで発生
色替え直後にごく短い距離しか押し出さないとノズル先端で熱滞留⇒ヒートクリープ⇒軟化して詰まる。というしくみだった。
まとめ
症状
- マルチカラー印刷でフィラメント切り替え時に押し出せないエラーが発生する
- AMS Liteで発生
解決策
色替え直後にごく短い距離しか押し出さないとノズル先端で熱滞留⇒ヒートクリープ⇒軟化して詰まる。というしくみだった。
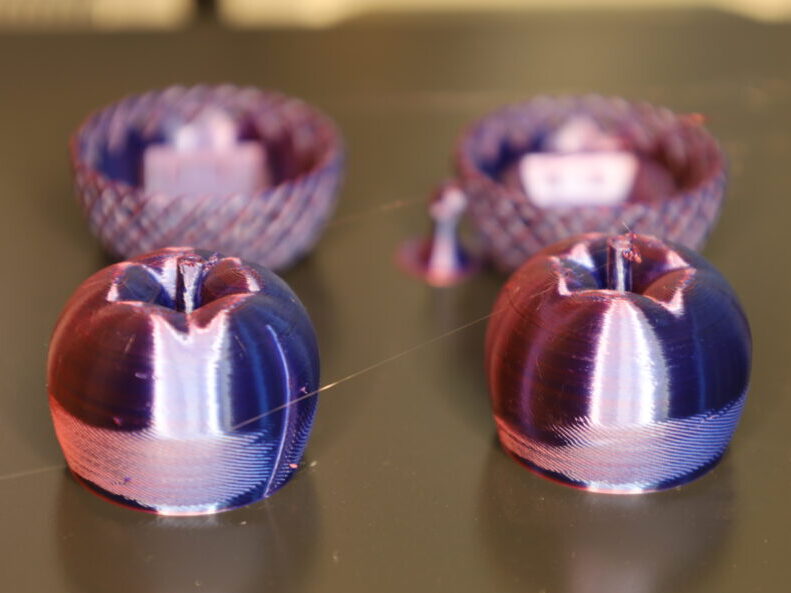
症状:TPUの印刷結果がケバケバしている
症状分析、原因特定から解決まで
- TPUの印刷結果がケバケバしている
- 4個同時に印刷した際に発生
Bambu Lab A1 miniにて発生。3年前に購入して吸湿した状態で印刷した。フィラメントのプリセット設定をGeneric TPUからBambu TPU 95Aへ変更し、4つ同時印刷から単体印刷にしたところ症状が改善した。

まとめ
症状
- TPUの印刷結果がケバケバしている
- 4個同時に印刷した際に発生
解決策
フィラメントのプリセット設定をGeneric TPUからBambu TPU 95Aへ変更する(効果の切り分けは未実施)
4つ同時印刷から単体印刷にする
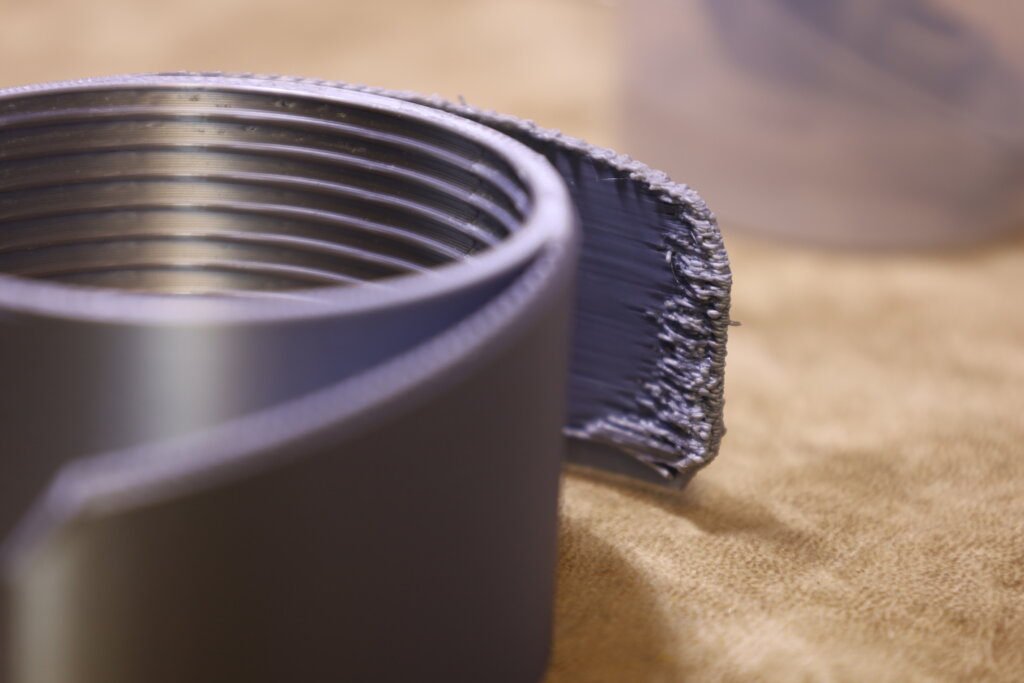
◆外壁にヒケが発生している


表面に内側リブの影響でヒケが発生して外観に影響している。
スライサーでヒケが発生している断面を確認すると、壁面の継ぎ目が外観へ影響していることが分かる。
壁面厚さは2.6mm、ノズル径0.4mmで外壁3周内壁3周となっている。改善とために外壁を増やしたいのだが「外壁:内壁」の割合を調整できる設定項目が無いため外壁数を増やすためには厚みを増やすしか方法が無かった。
改善方法1【壁面の順序を外側/内側に変更】
「品質>高度な設定>壁面の順序」を「内/外→外側/内側」に変更することで改善できました。
※外側/内側にすることで壁面品質が上がりましたが、寸法が内/外時と比較して太りました。
(ふた内寸が121.05→120.85になりハマらなくなるという事がありました)

改善方法2【ヤスリ掛け】
ヤスリをかけることでも改善できました。サッとかける程度では変化が無く積層痕が無くなるくらいしっかりヤスリ掛けする必要があります。
ヤスリ痕は目を凝らしてみると毛羽立ちがあり、また積層痕が無くなるので他の箇所との違いが若干気になるかもしれません。


改善方法3【壁面の厚みを増やす】
他の改善法としては単純に外壁4周になるように壁面厚さを3.2mmにするのも有効と思われる。
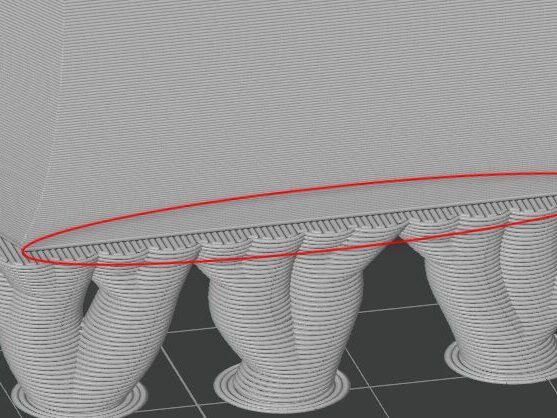
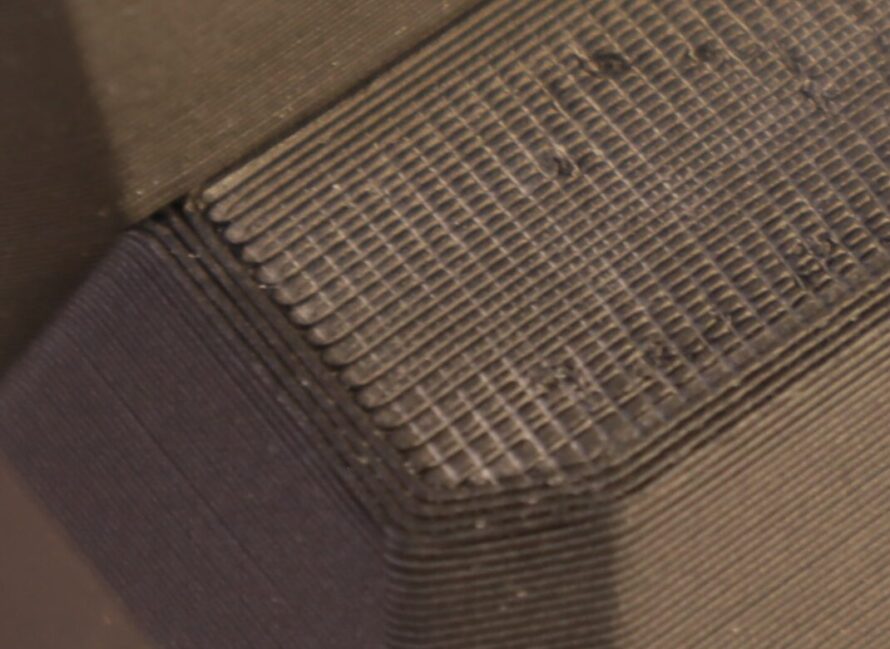
◆外壁の積層に乱れが発生している
表面に積層が太ってはみ出ている箇所がある。
ふた形状で厚みが薄くなった積層箇所が3層くらい出っ張ってしまっている。
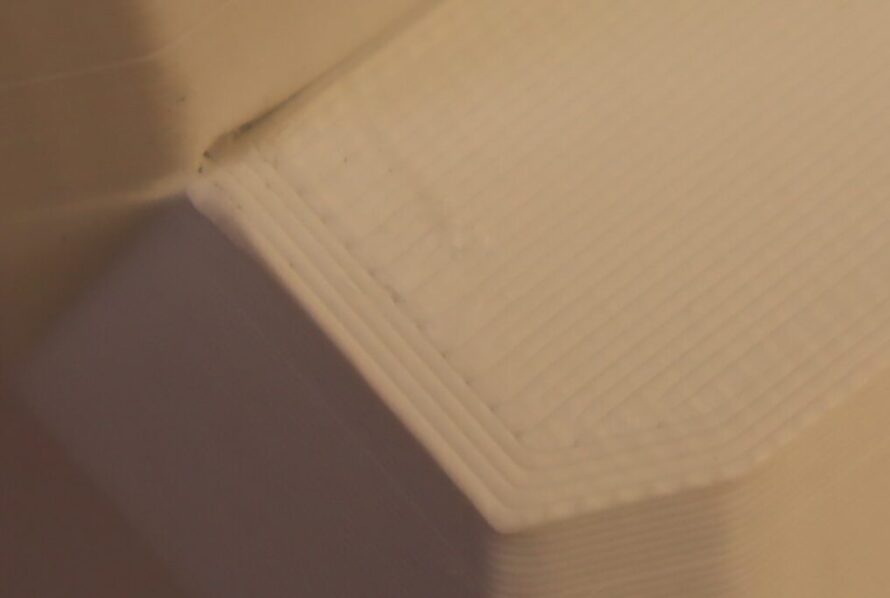
改善方法1【使用プリンターを変更】
使用プリンターをBambu Lab A1(白)→Bambu Lab X1carbon(黒)に変更したら積層乱れが目立たなくなった。
積層乱れと同じ位置にうっすら白いラインが確認できるので原因の根本解決は出来ていないがプリンター性能で大幅に改善された。
改善方法2【壁面の順序を外側/内側に変更】
「品質>高度な設定>壁面の順序」を「内/外(画像下側)→外側/内側(画像上側)」に変更することで改善できました。
※外側/内側にすることで壁面品質が上がりましたが、寸法が内/外時と比較して太りました。
(ふた内寸が121.05→120.85になりハマらなくなるという事がありました)

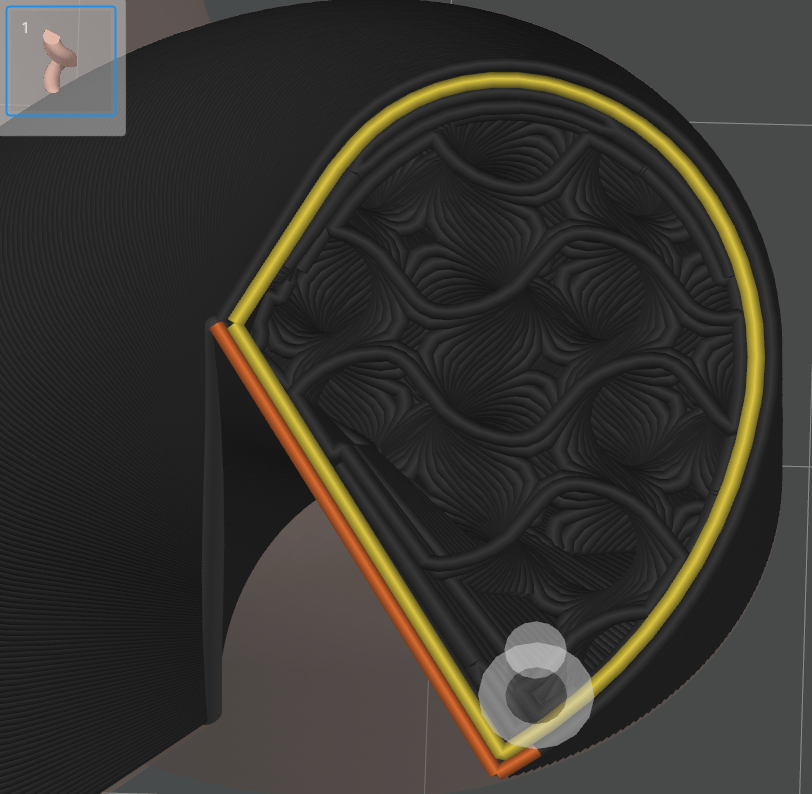
◆サポートに接した底面部が層間接着されていない

サポートに接した底面1層目がサポートトップ面⇔モデル底面間のZ間隔の隙間分浮くため十分に圧着されずに層間接着されていない部分が生まれてしまった。この部分の厚みが薄く壁面3層と厳しい条件が重なっているために起きている問題である。
改善方法1【瞬間接着剤を流し込む】
設計条件上条件が変えられないので瞬間接着剤を流し込んで毛細管現象で積層間にしみ込ませて、表面にはみ出た瞬間接着剤を拭き取ることで外観を損なうことなく問題を解決できた。
拭き取る際はティッシュで拭き取ると繊維が接着されてしまうので、造形物は指の腹で拭き取って、指をティッシュで拭き取るようにすると良いです。
この瞬間接着剤だと液状の瞬間接着剤を微小量調整して出せることが特徴で、このような用途に向いています。

◆ストラップホール用の柱が強度不足で折れる

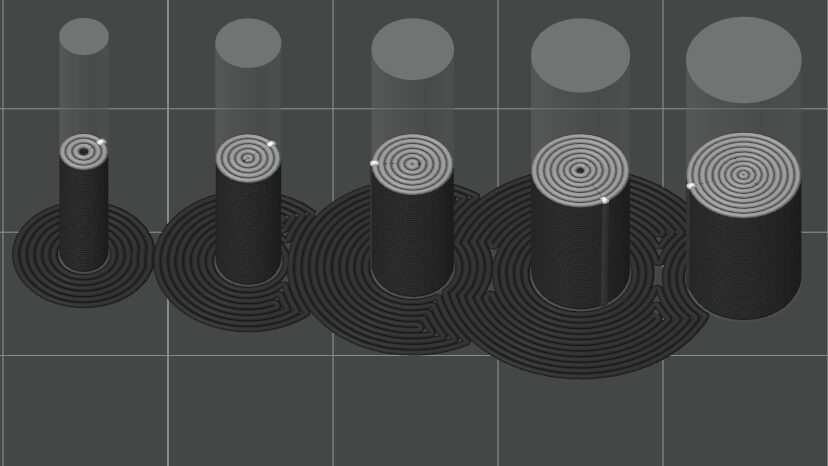
ストラップホール用の柱が細いと折れるので、十分商品としての強度がある径を検証した。
改善方法1【径を太くする】
φ3:手で押して折れる
φ4:手で押しても折れなかったが落下の勢いで紐を引っ張ったら折れた
φ5:勢いを付けて投げ落として紐を引っ張ったら折れた
φ6:鉄のフックでガシガシ引っ張ったら折ることができた
φ7:どれだけ引っ張っても折れない
◆サポート接触底面が荒れる
サポート接触面が荒れて目立つのでできるだけ荒れが目立たない設定を検証した。


改善方法1【3Dプリンターを変える】
φBambu Lab X1carbonで印刷した場合サポートとくっついてしまい剥がすのに苦労した挙句面が白化してしまった。
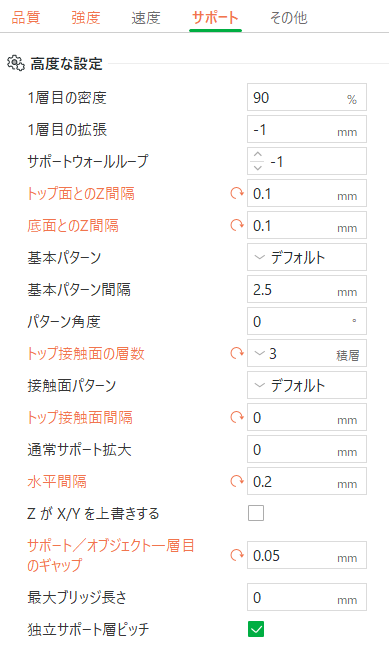
改善方法2【最終設定】
Bambu Lab A1の設定を詰めて最終的なサポート設定はこちらです。
トップ面とのZ間隔、底面とのZ間隔、トップ接触面の層数、トップ接触面間隔、水平間隔の5つが主に影響しています。
また線幅間の隙間は壁面の順序を内/外にすることで、スライサー上は隙間があるように見えたが印刷したら隙間が埋まって綺麗に造形することができた。
未整理ケース(他メーカーの3Dプリンター事例含む)
冷却不足
問題は解決しそう?いかがだったでしょうか?この記事をきっかけに良い解決策に出会えていたら私も嬉しいです。
それでは快適な3Dプリントライフを!また何かわかったら共有するね。サラダバー!

安全には気をつけるんじゃぞ👍








コメントはお気軽に!