

この記事は、私がより透明度の高い造形物を作る方法を模索した中で調べた内容をまとめたものです。
FFF方式(フィラメント式)の3Dプリンターで「透明度が高い造形物」を作成するという事は密度が高く層間接着力が高い「高強度な造形物」を作るという事でもあるのでそういった人にも参考になると思います。
ササっとこの記事の要点だけをまとめるとこんな感じです。
- 高品質のPETGを使用する(Polymaker PolyLite PETG クリア)
- ビルドプレートは傷ついていない新品のツルツルのスムースPEIプレートを使う
- フィラメントは新品だろうと乾燥させる
- 透明度を高める印刷設定にする(詳細は記事を読んで)
- 研磨や塗装で表面をツルツルにする(詳細は記事を読んで)




透明度が高いとは内部と表面の2要素がある
透明度が高いとは「フィラメントが不純物なく密に詰まっている状態」と「表面粗さが平滑な状態」の2要素に分解して考えることができます。
フィラメントが不純物なく密に詰まっている状態は主にフィラメントの品質とプリンターの設定に起因する要素で高強度な造形物を作る要素でもあります。
表面粗さが平滑な状態は主にプリント後の後加工に起因する要素で高強度な造形物を作る要素ではありません。研磨や塗装に関わる要素です。
| フィラメントが不純物なく密に詰まっている状態 | 究極的には射出成形品に匹敵する強度を目指す方法という事 |
| 表面粗さが平滑な状態 | 内部が透明でも表面がザラザラでは傷だらけのクリアパーツのように透明には見えない |
本記事では、この「密度を極限まで高めるノウハウ」と、真の透明度を実現するための「研磨技術」をまとめて紹介します。
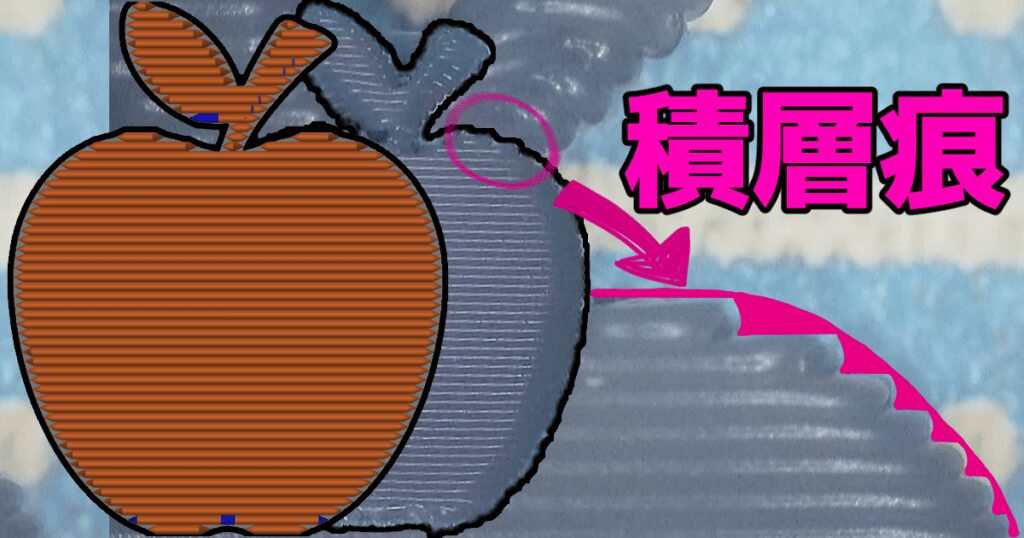
積層痕ができるしくみ
画像のようにノズルから吐出されたフィラメントはライン幅(≒ノズル径)×積層ピッチの積み上げで造形物を形作っていきます。そのため、ピッチ間ごとにスライスされた断面形状の変化によるピクセル段差がFFF/FDM方式の熱造形3Dプリンター特有の積層痕となってしまいます。
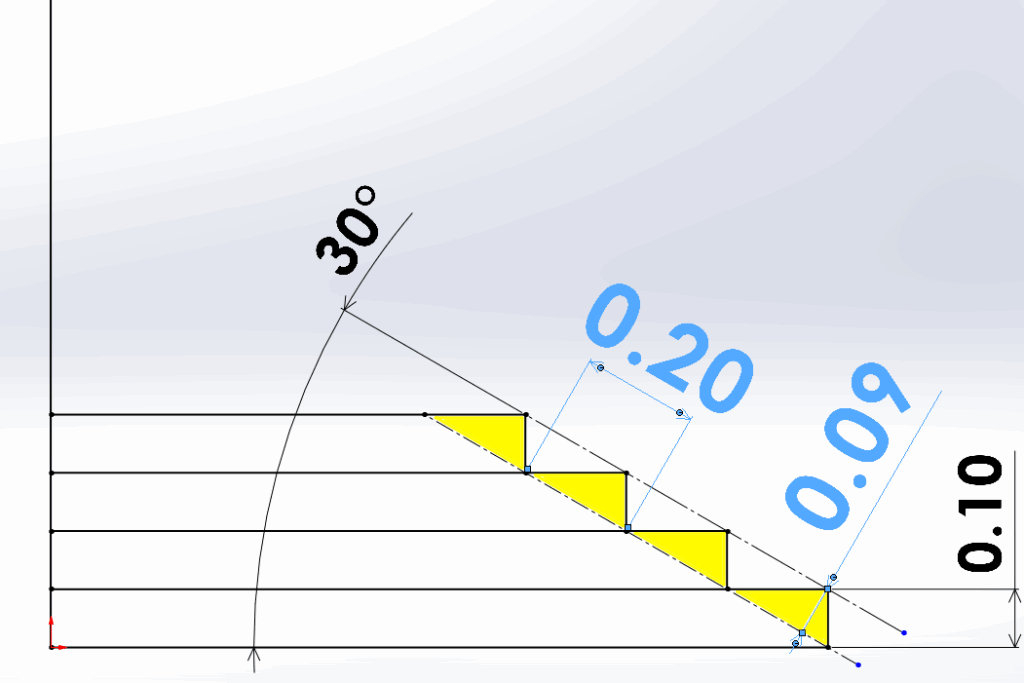
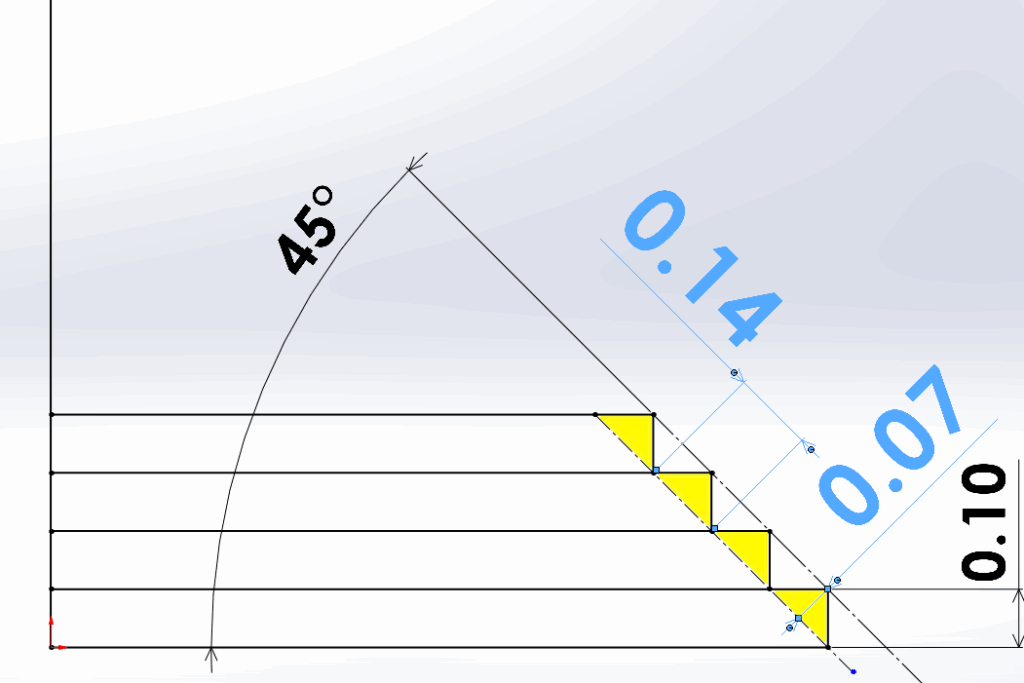
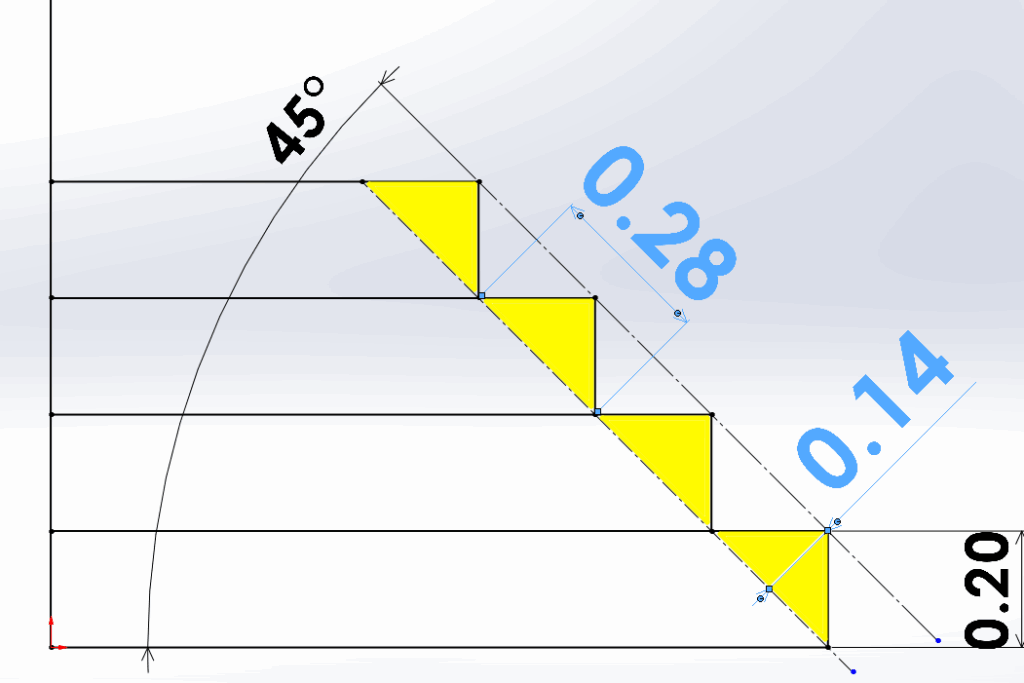
各ピッチ×角度の積層痕の段差の大きさは以下の画像の青い数字になります。
積層痕をツルツルの表面にするためにはこの大きさの段差の出っ張り部を削るか、へこみ部を盛る必要があるとイメージしましょう。
0.1㎜ピッチ×30°の積層痕形状
0.2㎜ピッチ×30°の積層痕形状

0.1㎜ピッチ×45°の積層痕形状
0.2㎜ピッチ×45°の積層痕形状
削ることで積層痕を無くす方法については以下の記事でご紹介しています。

この記事で分かること
- 積層痕を消すために必要なオススメの道具
- 実際の仕上がりと比較検証
- 積層痕を消すのにかかる労力
フィラメントを選定しよう
高い透明度を目指すならPETGが無難にオススメ
PETG(特にPolymaker PolyLite PETG クリア)の使用を推奨します。PETGは他のフィラメントに比べて透明度が高く、印刷難易度も高すぎません。ユーザーの多いBambu Lab A1miniでも造形できます。
ポリカーボネート(PC)も透明度は高いですが、高ノズル温度やエンクロージャーが必要なため、今回は除外しました。
※PETGは若干ノズル周りに付着しやすいので焦げには注意
※PETGはビルドプレートの食いつきがPLAと比較して強いのでビルドプレート側を傷めないように注意
材料品質の重要性
透明フィラメントの造形は品質が安定しているフィラメントを使うことが非常に大切です。安物を使うとロットによって差があるしきれいに印刷する調整も大変で、印刷設定以前の問題として安物買いの銭失いになるかもしれません。材料費を抑えたい人も最初は品質の保証されたフィラメントで経験を積み、それをベンチマークとして価格と品質のバランスを探るようにした方が良いです。
\ Polymakerは品質が段違いと評価されているトップフィラメントメーカー!/
へんにギラギラしていない上品なツヤ感ですね
プリント前の事前準備を徹底しよう
フィラメントの乾燥を徹底しよう
フィラメントが吸湿していると、透明度は高くなりません。新品であっても吸湿しているのでフィラメントドライヤーを用いて加熱乾燥を行い、乾燥した状態を維持した印刷をしましょう。
なぜフィラメントの乾燥を徹底するかというと、少しでも吸湿していると、水分が水蒸気となり印刷時にモデル内部に気泡として残ってしまうからです。
\ 印刷中に防湿しながら乾燥ができるPolymakerがオススメ!/
ビルドプレートはスムースPEIシートを使おう
Bambu Lab A1miniの標準プレート(パウダーコート仕上げのテクスチャPEIプレート)のようなザラザラした表面だと、表面が平らになりませんし研磨するのも大変です。そのため、平滑な底面を作るためにスムースPEIシートの使用が推奨されます。
\ Bambu Lab A1mini用の184×184mmサイズ!/
\ Bambu Lab A1やP1、X1C用の184×184mmサイズ!/
ビルドプレートを傷つけない清掃を徹底しよう
使用前には皮脂や埃を防ぐため、食器用洗剤とスポンジでしっかりと洗ってから使いましょう。ビルドプレートの傷は表面粗さとなって透明度を下げてしまうのでなるべく傷つけないようにしましょう。
この項目は徹底的に透明度を高めたいというのでなければそこまで神経質にならなくても良いと思います。

ノズルは新品を使うのが無難
ノズルの摩耗はプリント粗さに繋がりますし、内部に別の樹脂や色が残っていると透明な分目立ちます。フラッシュ量を多くしてプープとして吐き出し切ってしまったりコールドプルで清掃する方法もありますが、新品ノズルを使うのが最も無難です。PETGは若干ノズル周りに付着しやすいので焦げになって混入しないようにノズル周りの汚れは金属ブラシなどで清掃するよう心がけましょう。

スライス設定編:高密度を実現する具体的な設定値はこれだ!
以下の表の設定項目に合わせてBambu Studioのパラメータを調整してください。
PLAやPETG、使用したフィラメントのメーカーなどに応じて推奨ノズル温度の項目を変更してください。(推奨ノズル温度はスプールに記載されているはずです)
表に記載された変更を行うだけですので5分ほどで設定完了できると思います。
Polymaker PolyLite PETG クリアを使用した際の推奨設定で記載しておきますので同じフィラメントを使用する場合はそのまま使用してみてください。
※Bambu StudioのPolyLite PETGの設定をベースに調整
| フィラメント設定項目 | おすすめの設定方法/数値 | 理由とポイント |
|---|---|---|
| 使用ノズル | 0.4mmステンレス製 | ノズル径≒線幅が大きいほど熱が安定するので透明度が出しやすくなるが、充填の隙間が目立つことになる 透明度の出しやすさ:隙間の埋めやすさのバランス的に0.4mmが良い |
| 流量比(フローレート) | 0.95→1.01 1.0以降は0.01単位で調整すると良い | 隙間を無くし、密度を高めるため 1以上に設定してオーバーフロー気味にする |
| 推奨ノズル温度 ※使用フィラメントに応じて要調整 | 推奨ノズル温度:230℃~240℃ 造形温度>ノズル1層目:240℃ 造形温度>ノズル他の層:230℃ | 推奨ノズル温度より高くしてしまう(235℃~250℃)方が層間が溶け合うので良いが、少しでも吸湿していると水蒸気による気泡が生まれる&焦げるリスクも高くなる 安定性の面で下限に近い温度(230℃)が推奨 |
| 最大体積速度 | 11.5→8mm3/s | |
| 冷却>パーツ冷却ファン | ファン最低回転速度:40%→0% ファン最大回転速度:90%→0% ファン常時ON:✓→☐ | 急冷に伴う白化を防ぐ 層間が溶け合うのも阻害されるため |
| 上書き設定>リトラクション | 長さ:☐→✓0.1mm リトラクト時のZホップ:☐→✓0.4mm Z方向調整タイプ:☐→✓スパイラル | オーバーフロー気味の流量比に設定しているのでヘッド移動時のノズルの擦れを回避するためにZホップをしなくてはならない |
| プリント定項目設定項目 | おすすめの設定方法/数値 | 理由とポイント |
| 品質>積層ピッチ | 積層ピッチ:0.08mm 1層目の高さ:0.08mm | 細かく設定するほど密度を高めやすくなる 研磨工程で削りたい箇所である1層目を薄くすると、後のヤスリ作業が楽になる |
| 品質>線幅 ※ノズル径0.4mmの場合 | 1層目:0.5mm→0.4mm 外壁:0.42mm→0.4mm 内壁:0.45mm→0.4mm トップ面:0.42mm→0.35mm スパースインフィル:0.45mm→0.4mm 内部ソリッドインフィル:0.42mm→0.4mm | ノズル径以下(細かい方)に設定 密度を高めるのに効果的 |
| 品質>壁面生成器 | クラシック→Arachne 壁面層数は1層に設定 | 押し出し線幅が可変のインフィルを生成することで隙間を埋める |
| 品質>高度な設定 | トップ面に1層:トップ面→適用されていません | |
| 強度>壁面 | 壁面層数2→1 | 壁⇔インフィル間は隙間ができやすいので減らす |
| 強度>トップ面/底面 | トップ面層数:9→0 底面層数:7→0 | トップ面と底面を作らず、スパースインフィル(充填率)のみで埋めるため |
| 強度>スパースインフィル(充填率) | 充填密度:15%→100% 充填パターン:グリッド→整列直線 | 密度を最大化 インフィル向きが交差すると気泡が入りやすいので方向を統一する |
| 強度>高度な設定 | インフィル/壁面の重なり:15%→35% インフィル方向:45°→0° 薄いソリッド インフィル検出:✓→☐ 壁の厚さを確保:有効→無効化 | インフィル⇔壁面間の隙間を埋めるため |
| 速度>1層目の速度 | 1層目:50mm/s→10mm/s 1層目のインフィル:105mm/s→10mm/s | 速度は下げるほど透明になりやすくなる |
| 速度>他の層の速度 | 外壁:200mm/s→10mm/s 内壁:350mm/s→10mm/s スパースインフィル:450mm/s→20mm/s 内部ソリッドインフィル:350mm/s→20mm/s トップ面:200mm/s→10mm/s オーバーハング減速:✓→☐ 隙間インフィル:350mm/s→10mm/s | 速度は下げるほど透明になりやすくなる |
安いフィラメントで設定を詰めるのは大変!
ここからは推奨フィラメントではないものを使用する際の設定の詰める様子を整理してみました。
やはり透明度を維持するために添加物が制限される透明なフィラメントは難易度も高く、何日もかけて設定を詰めてみましたが日をまたいで吸湿したりフィラメントドライヤーにかけても異変が起きたりと結局満足のいく結果は得られず、最初からかけた労力を考えると素直にPolymaker PolyLite PETG クリアを買ってしまった方が良かったなという教訓を得ました(汗
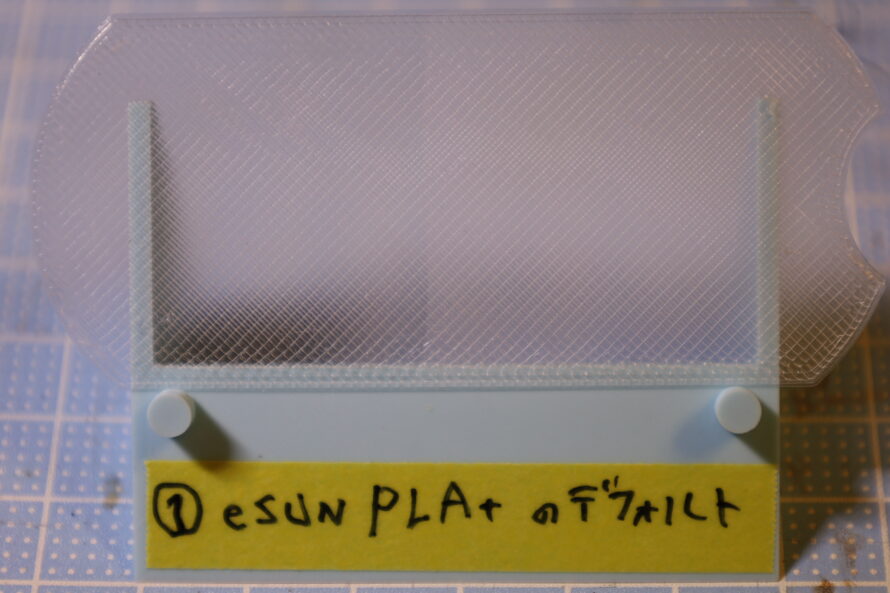
使用フィラメントはPLA+推奨ノズル温度190~220°
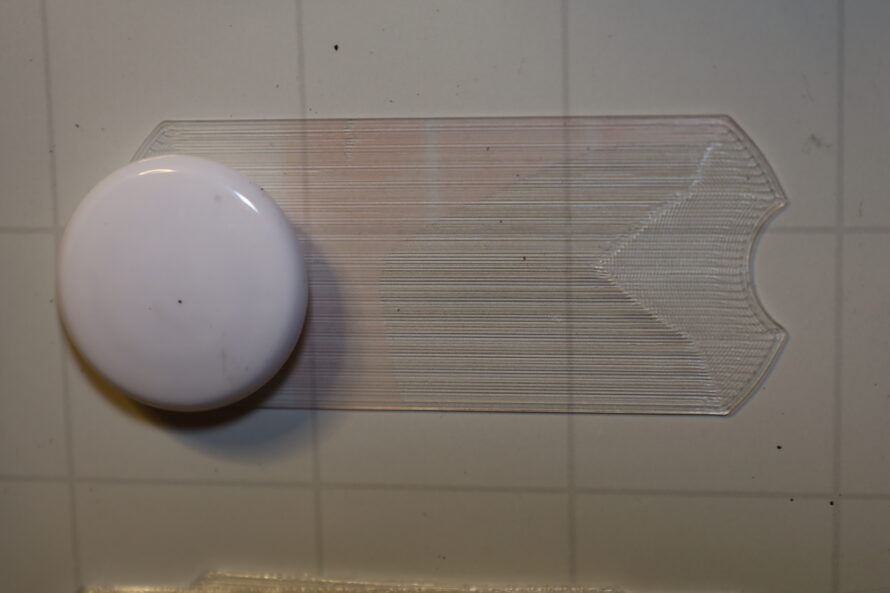
1日乾燥にかけた後PLA+のデフォルト設定のままでプリント
使用ノズルは焼入れスチール0.4mm
厚み0.4mmなので0.2mmピッチで印刷すれば2段で印刷完了するので曇りは最小になるのではと考えた
結果は曇りはないがノズルからの吐出形状に起因する線幅間にある隙間が段となり横線となって目立つ結果となった。
また充填パターンを同心円で作成してみたが印刷角度が変わると目立つ結果となった。
うっすら赤いのはビルドプレートの洗浄をせずに印刷したので前回までプリントしていた赤色のフィラメントがケープをかけたビルドプレートに残っていたからである。
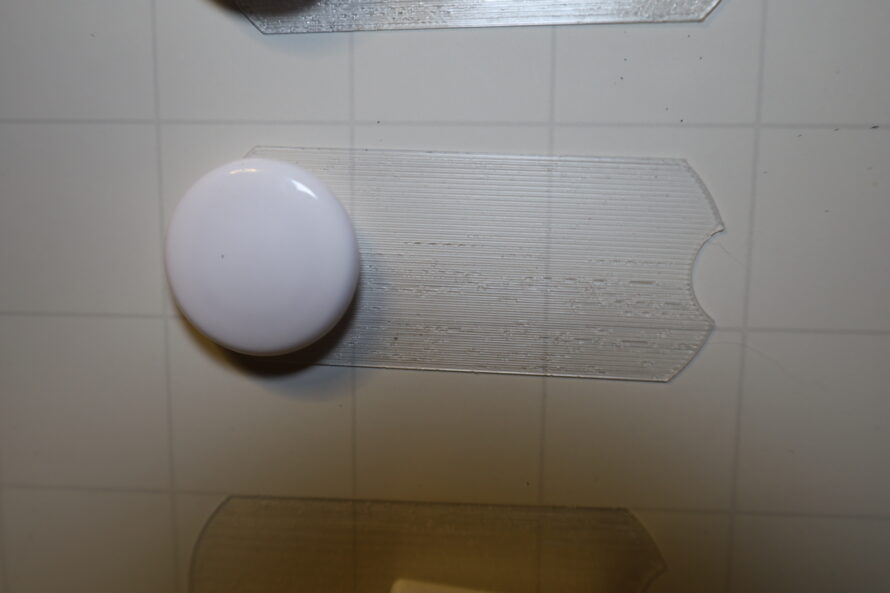
ビルドプレートは洗浄しケープ無し、表の推奨設定に全面変更、乾燥機から直接送り出しにした
PLA+のため推奨ノズル温度190~220°ノズル温度230°に変更
使用ノズルは焼入れスチール0.4mm
食いついたり剥がれたりといった事も無いのでこのままにする
うっすらと白化しておりデフォルト設定より悪化している
ぶつぶつと目立つ線も入っておりデフォルト設定より透明度も低く感じる

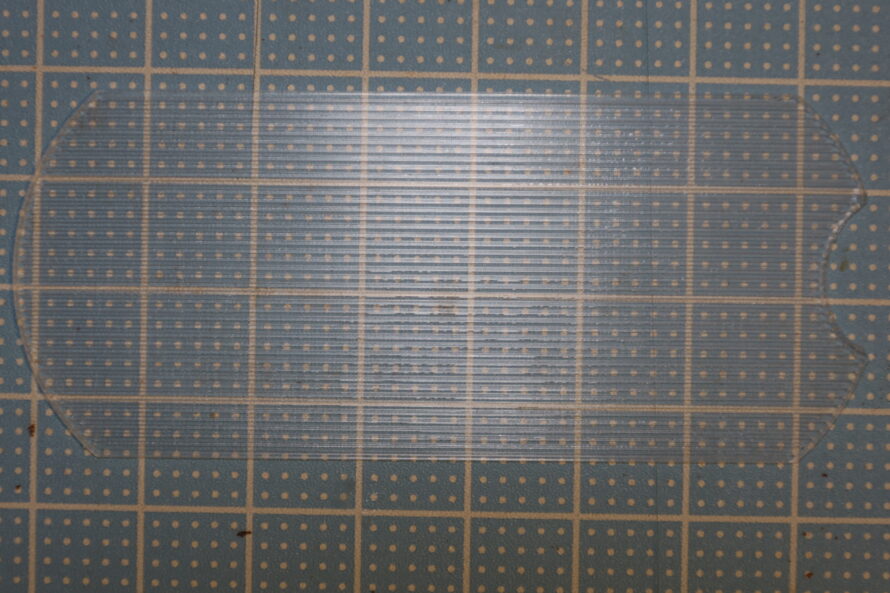
0.24mmピッチで1層目とトップを0.08mmにすることで表面粗さを最小化しようとした
うっすらと白化しているのは3回目と同様で、設定を変えた事で白くなっている
1層目の半分は綺麗だがもう半分はぶつぶつしているのでリトラクション周りでなにか影響しているのかも知れない
トップ面の表面粗さは緩和されているが見た目上は改善されなかった
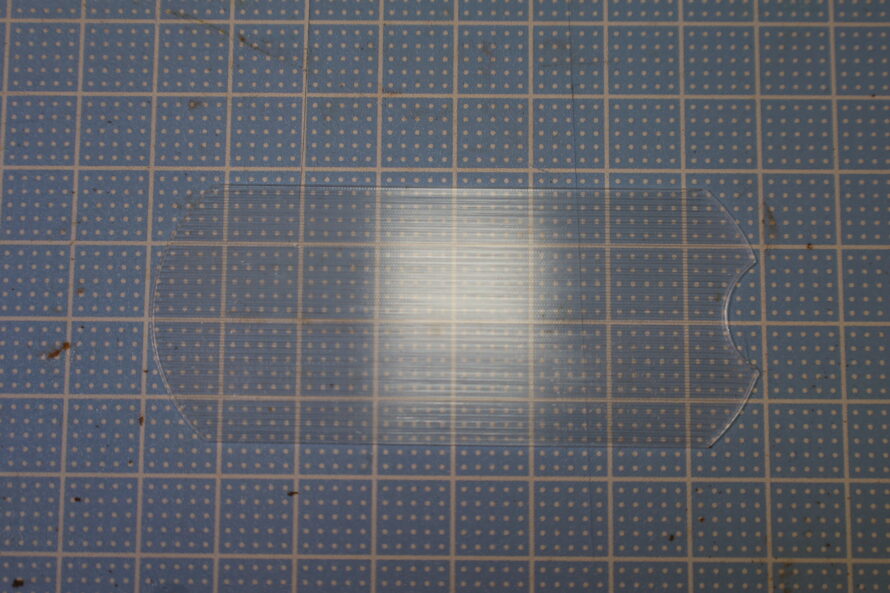
3回目の設定に戻し°ノズル温度1層目200°他の層190°に変更
フィラメントロード時にフィラメントドライヤーの経路が過負荷になっているかもしれないので乾燥機からの直接ロードを止めた
白化はそのまま、ブツブツは無くなった
両面デフォルト設定よりザラザラしてるかも、マットだけど筋は浅い、マットで無くなればデフォルト設定より良いかも
3回目の設定に戻し°ノズル温度1層目220°他の層220°に変更(推奨温度の上限)
線にはなっていないが点々の気泡痕が点在している
白化具合は5回目と変化なし
これまでの検証から
——
3、4回目の線状のぶつぶつと目立つ線はフィラメントドライヤーから直接送り出したことが原因
——
ノズル温度220°と190°では190°の方が気泡が入らなく綺麗で表面粗さは220°の方が詰めの引っかかり滑らかだが見た目上の変化は感じない
気泡の出ない190°よりに設定(上げても良いかも)
デフォルト設定以外は白化している理由は印刷速度を低下させたことにより2層目を積層する前に冷却されてしまっている(11月の雰囲気温度なので)と考え対策する
ファンは停止してこれ以上改善できないので雰囲気温度が上がるようにビルドプレート温度を60℃→80℃に上げる
上手くいかない時は
造形が乱れている原因が特定できない時はデフォルト設定から1つづつ変更して変化するか確認して絞り込んでいきましょう。1行で説明できるような変更を繰り返すのがポイントです。
スタートは以下の設定です。
- 使用フィラメントはPLA+クリア
- eSUN PLA+(選択できるPLA+設定のうちノズル温度が220°とフィラメントの推奨温度に1番近いもの)
- 積層ピッチ0.2mm
- ケープ使用
左は透明度が高いが右はくもった
ビルドプレートにも同様の跡が残った事からケープが造形物に付いているかビルドプレートに残っているかで変化していると考えられる
ビルドプレートの左半分を使いしならせて剥がした
しなりで剥がれた部分は透明度が高いと思われる
ケープの有無で透明度が変化するのか確認する
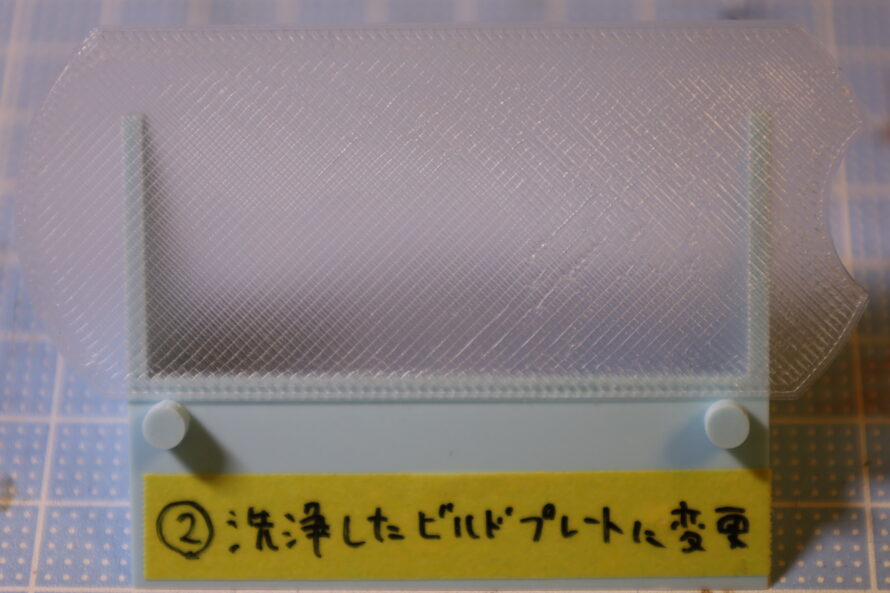
ケープを使用したビルドプレートを洗浄してケープを使用せずに印刷した
左右でくもりが変わることは無くなった
①と②の間に1日経ったのでビルドプレートに残留する湿度の問題か時間が経つことでフィラメントが吸湿したのか品質が落ちた
1時間乾燥させてみる
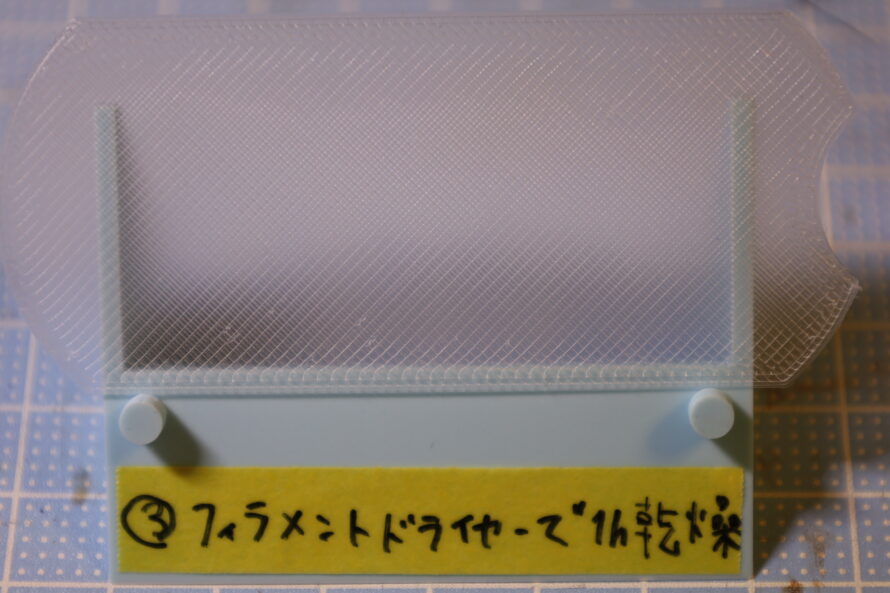
フィラメントを1時間乾燥させて経路上に残ったフィラメントを吐き出し切ってから印刷した
印刷品質が向上した
透明フィラメントは吸湿で大きく影響されると言われているが1日放置しただけでも品質に影響していることが分かった
少し点在する荒れは乾燥が不十分なためと思われる
そのほかの要素は規則正しく機械的な設定によるものと思われる
機械のメンテナンス状況で変化するのか確認してみる
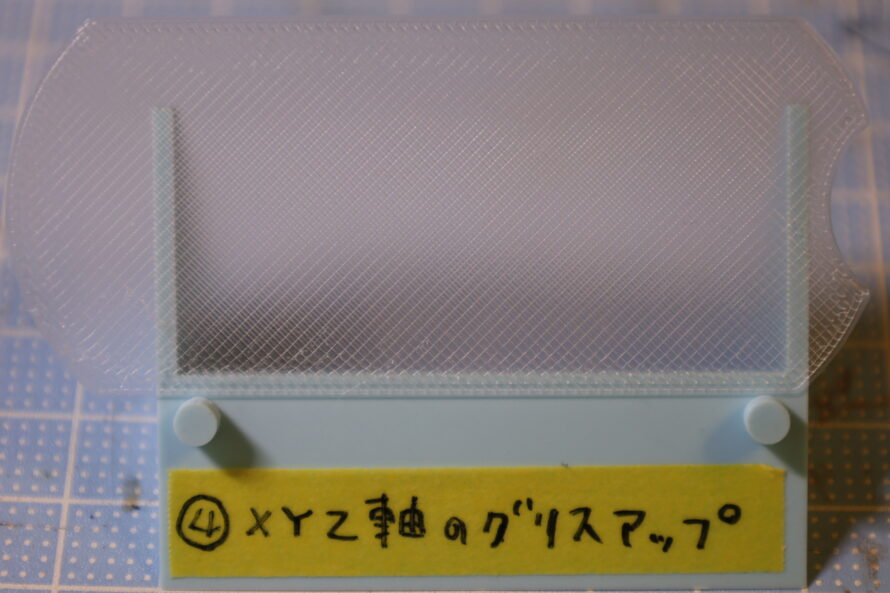
半年ほどしていなかったXYZ軸のグリスアップをした
線幅間の白い筋が若干薄まったような気がする
明らかな変化はなかった
ここから設定を調整していく
まずはインフィル方向が層ごとに90°違うため白い筋が交差しているので統一する
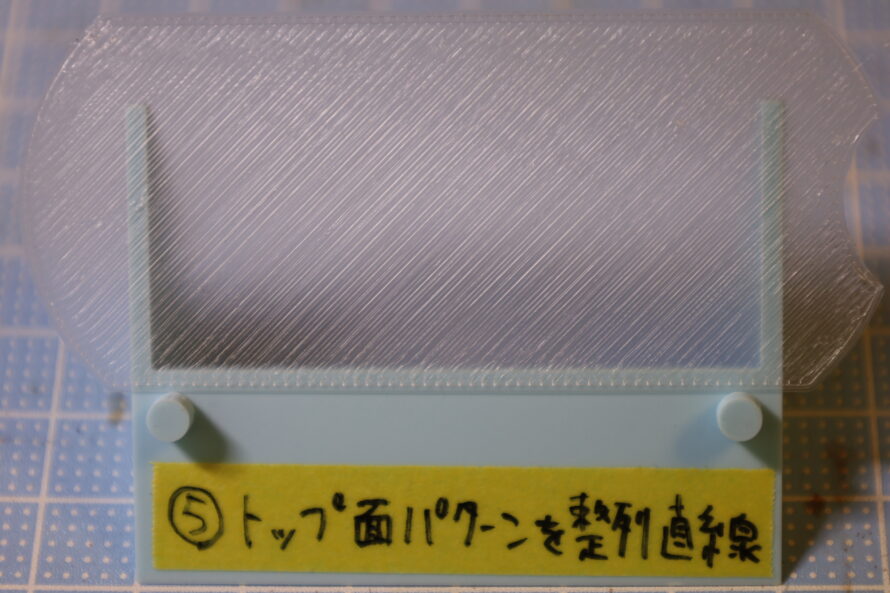
トップ面パターンを整列直線にして底面と向きが揃うようにした
今までのすりガラスのような白っぽさは緩和され透明度が上がったがその分倍化した斜め方向の線が悪目立ちして悪化したように感じる
表面粗さも若干強まっている
今まで交差させることで下層の荒れを均していたのが整列させたことで荒れを強化してしまっている(均さない分透明のままになっている)
また1層目の状態と2層目の状態をかけ合わせることで②のようなランダム性のある荒れもになってしまっている
案1:1層目と2層目の線幅間位置を揃えて荒れを吐出形状で逃げる
案2:半周期ずれるように2層目を重ねて線幅間の荒れを方向を90°変えずに均す
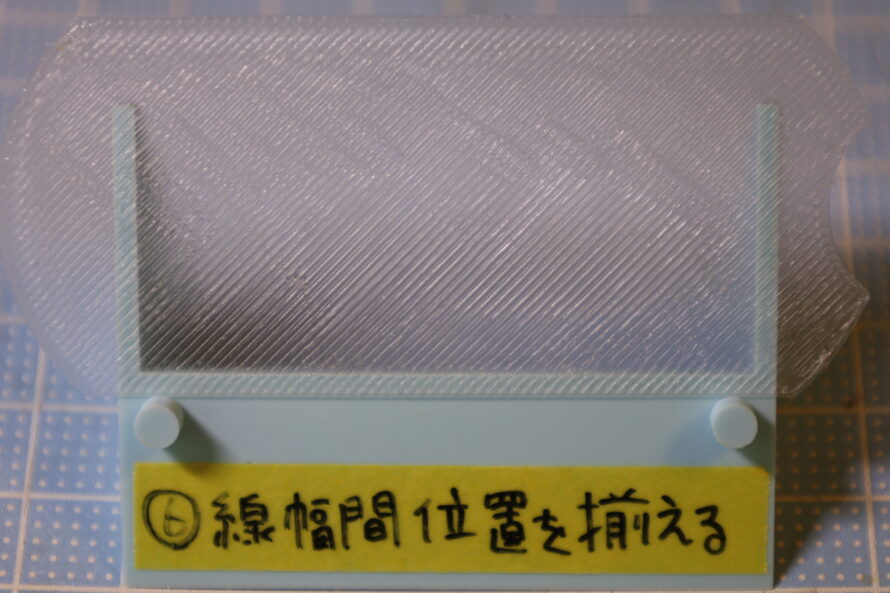
1層目はちゃんと定着しやすいように他層より太らせているので1層目と2層目が同じになるようにした
・壁面層数を2→1
・線幅1層目を0.5mm→0.42mm
これで線幅間が同じ位置に来ることになる
荒れが増幅された
1層目の表面粗さも強まった
また整列した方向とは交差するように幅のある線が入るようになった
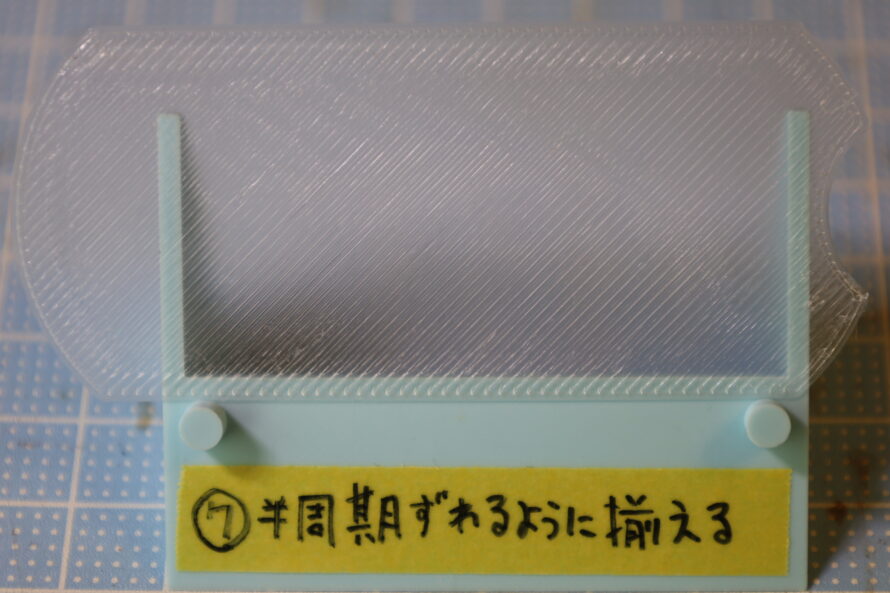
2層目を1層目と同じ0.5mmに揃えることで周期を揃えた
・線幅トップ面を0.42mm→0.5mm
これで線幅間が同じ周期に揃った
1層目の表面粗さも強まった
案1で発生した交差するように幅のある線はうっすらとだがある
よくよく見ると⑤にも若干あるので整列させることで発生しているようだ
この幅のある線は印刷向きを変えても発生するのか確認する
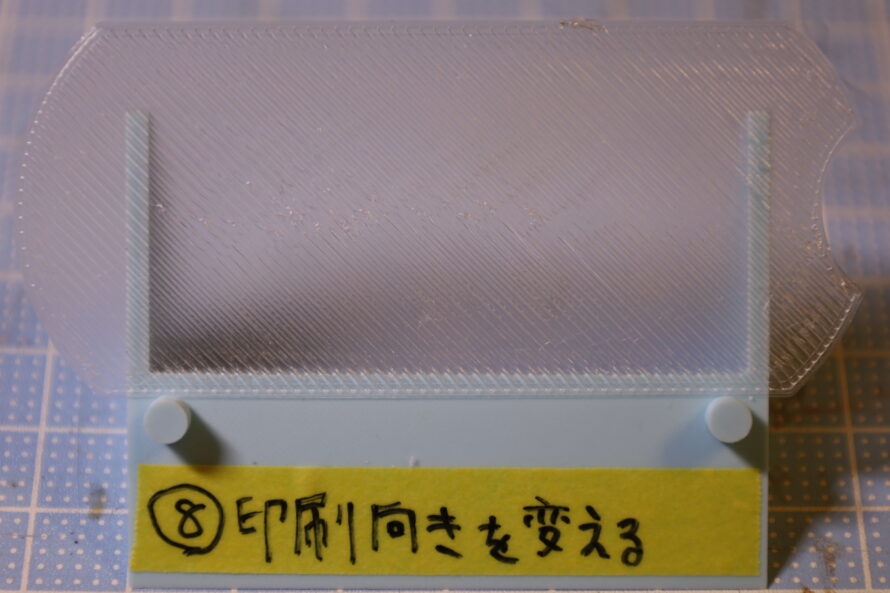
90°回転させて切れ目側を上にして印刷した
幅のある線も切れ目側に移動した
長さも同じくらいだった
モデルに依存しないならプリント設定に起因していると考えた
ここで1度フィラメントの乾燥を行いました
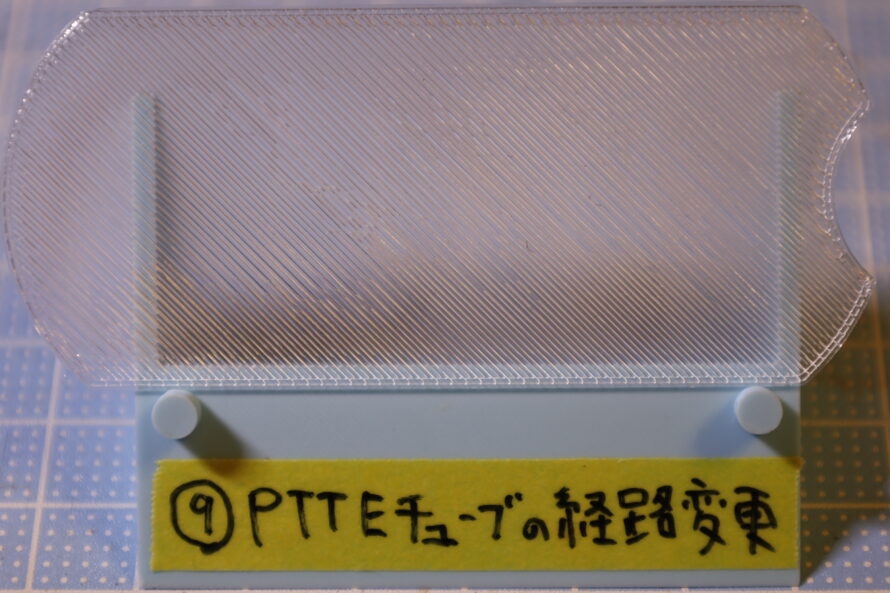
Bambu Lab A1miniのフィラメント搬送経路であるPTTEチューブはZ軸の柱と干渉する作りになっている
この干渉による負荷の変化が幅のある線となって表れているのではないかと考えた(負荷が解放される移動時に荒れが発生する)
幅のある線は発生しなくなった
インフィルが1方向だけなので印刷向きに直行するような曲げには弱くなっていることが分かった
外壁200→50
内壁300→50
スパースインフィル270→105
内部ソリッドインフィル250→105
トップ面200→105ここで1度フィラメントの乾燥を行いました
Bambu Lab A1miniのフィラメント搬送経路であるPTTEチューブはZ軸の柱と干渉する作りになっている
この干渉による負荷の変化が幅のある線となって表れているのではないかと考えた(負荷が解放される移動時に荒れが発生する)
幅のある線は発生しなくなった
インフィルが1方向だけなので印刷向きに直行するような曲げには弱くなっていることが分かった
まとめ:何も考えずPolymaker PolyLite PETG クリアを買おう!
透明な造形物を作成するのはすごく大変で、添加物によって扱いやすさを増したフィラメントとは別物だなと実感しました。1日放置しただけで吸湿して結果ががらりと変わってしまうし季節や天気が違えば気温や湿度に振り回されて原因の特定が全然進まない…そうまでして設定を詰めるくらいなら多少お高くても最良の結果が得られるPolymaker PolyLite PETG クリアを買ってしまおうよ…(疲れ)といった結論です。
何度も何度も検証を繰り返すうちに気づいたのですが、こんなにいっぱい印刷したのに全然フィラメントが減っていませんでした。どんな素材でも厚みを増すほど不透明度が増しますし、透明度の高さを売りにしているわけではないフィラメントによるFFF式の3Dプリントですからこの方式を採用する造形物というのは自然とフィラメント消費量も少なめのものになるはずです。結構この事に気づけたのは大事だと思っていて、大物や大量生産を考えて自然とコスパの高いフィラメントを選ぶ癖がついてしまっていましたが、これだけ印刷難易度が高く少量の使用用途であるならコスパで選ぶより品質重視で選ぶ方が満足度は高くなるでしょう。
今回紹介した商品を使えば、1度FFF式のクリア造形でガッカリしてしまった人を誰でも簡単にワンランク上の仕上げが可能ですので是非参考にしてみてくださいね。

これが私のマイベスト!素直にこれ使って!
透明造形はPolymaker PolyLite PETG クリア一択!やはりPolymaker製は他とは次元が違いました!
表面のツヤツヤの仕上げ面はどうしてもフィラメントだけでは無理!向こう側が透けて見える仕上がりを求めるならピカピカのビルドプレートやトップ面のやすりがけも検討しよう!
\ Bambu Lab A1mini用の184×184mmサイズ!/
\ Bambu Lab A1やP1、X1C用の184×184mmサイズ!/
盛ることで積層痕を埋める方法については以下の記事でご紹介しています。

安全には気をつけるんじゃぞ👍







コメントはお気軽に!